Revolutionizing Production: Key Insights into Additive Manufacturing
By Mufaddal Shakir
8/26/202511 min read
3D printing, also known as additive manufacturing (AM), is a method which fabricates parts layer-by-layer directly from a digital model. It excels at complex geometry, mass customization, tool-less fabrication, and digital supply chains. Modern AM spans polymers, metals, ceramics, composites, biomaterials, and even cementitious mixes. While adoption is accelerating in aerospace, medical, tooling, and construction, industry still contends with anisotropy, variability, certification, and cost-speed trade-offs. The 2025 frontier features multi‑material/4D printing, in‑situ monitoring with AI, standardized qualification pathways, bioprinted tissues, and large‑format construction printing.
In this article, we'll explore:
What is 3D Printing and it's significance?
Different types of 3D printing techniques
A comparison with traditional manufacturing
Properties of 3D printed materials
Influence of printing process parameters
Real-world applications
Unique insights & perspectives
Challenges & limitations
Latest advancements in additive manufacturing
1) What is 3D Printing?
3D printing builds parts additively, layer-by-layer, from a digital model, so geometry complexity is almost “free.” Unlike subtractive machining (cutting material away) or formative processes (forcing material into molds/dies), AM places material only where it’s needed. This unlocks lightweighting, part consolidation, and mass-customization across metals, polymers, ceramics, elastomers, and living tissues (bioprinting).
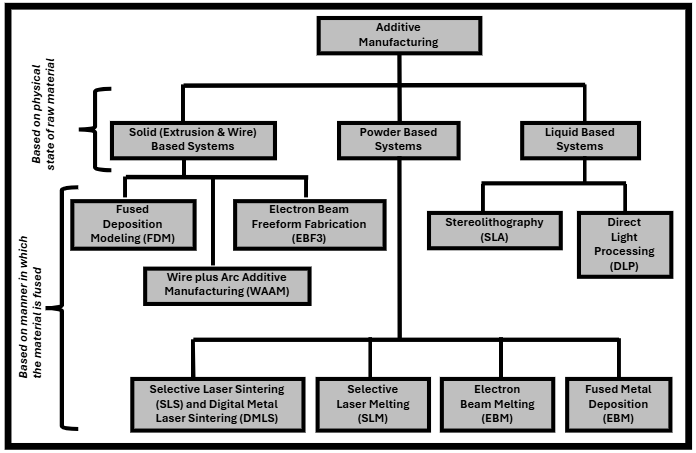
Classification of 3D printing methods.
2) 3D Printing Techniques
a) Fused Deposition Modeling (FDM)/ Fused Filament Fabrication (FFF)
How it works:
Think of a computer-controlled hot glue gun.
A plastic filament (spool) is fed into a heated nozzle, melted, and deposited layer by layer onto a printer bed.
After each layer solidifies, the next one is laid on top.
Orientation makes a huge difference. A part printed standing may snap easily; the same part printed lying flat can be much stronger.
Materials:
PLA, ABS, PETG, ASA, Nylon, TPU, composites (carbon/glass fiber filled).
Advantages:
Cheapest and easiest to use.
Wide range of plastics available.
Great for prototyping and low-cost functional parts.
Limitations:
Visible layer lines.
Parts weaker along Z-axis (anisotropy).
Limited accuracy compared to resin or metal methods.
b) Stereolithography (SLA)/Vat Photopolymerization
How it works:
A vat is filled with liquid resin.
A laser beam or projector cures (hardens) the resin layer by layer.
The build platform lifts, and new resin flows underneath for the next layer.
SLA is the go-to for visual perfection—you get parts that look injection-molded even before polishing.
Materials:
UV-curable resins: standard, high-strength, flexible, dental, castable.
Advantages:
Extremely high resolution and smooth surfaces.
Great for small, detailed parts (jewelry, dental, miniatures).
Limitations:
Resins are more brittle than thermoplastics.
Resin requires post-curing (UV exposure).
Handling resins can be messy/toxic.
c) Selective Laser Sintering (SLS) – Polymer Powder Bed Fusion
How it works:
A thin layer of polymer powder (e.g., nylon) is spread across a bed.
A laser selectively sinters (melts/fuses) regions according to the CAD model.
The bed lowers, a new layer is spread, and the process repeats.
Unsintered powder acts as a natural support.
SLS parts are closer to injection-molded quality than FDM—strong, isotropic, and production-ready.
Materials:
Nylon (PA11, PA12), TPU, composites with glass or carbon fiber.
Advantages:
No support structures needed.
Functional parts with good mechanical properties.
Can produce complex geometries and moving assemblies.
Limitations:
Surface is grainy compared to SLA.
Machines are expensive.
Powder handling requires care.
d) Selective Laser Melting (SLM)/Direct Metal Laser Sintering (DMLS) – Metal Powder Bed Fusion
How it works:
Similar to SLS, but with metal powders.
A high-power laser completely melts metal powder layer by layer.
A protective inert gas atmosphere (argon/nitrogen) prevents oxidation.
Powder quality (size, distribution, chemistry) strongly affects part quality. Companies recycle powders but track them carefully.
Materials:
Titanium alloys (Ti-6Al-4V), stainless steel (316L), Inconel (Ni-based superalloys), Al alloys, CoCr.
Advantages:
High-density parts (~99% dense).
Properties close to or better than wrought metal (with heat treatment).
Design freedom for aerospace/medical.
Limitations:
Very expensive machines and powders.
Requires support structures for overhangs.
Post-processing needed (HIP, machining, heat treatment).
e) Directed Energy Deposition (DED)
How it works:
Metal wire or powder is fed into a melt pool created by a laser, electron beam, or plasma arc.
A robotic arm or CNC head deposits material along tool paths.
Can add material onto existing parts (repair or hybrid manufacturing).
Think of DED as “metal 3D welding”—excellent for repairs and adding features, less for fine precision.
Materials:
Steel, titanium, Inconel, cobalt-chrome, aluminum alloys.
Advantages:
Large parts can be built quickly.
Ideal for repairing expensive components (e.g., turbine blades).
Can be mounted on multi-axis robots.
Limitations:
Surface roughness and accuracy not as good as PBF.
Requires machining for finish/tolerances.
Expensive setup.
Aerospace (blade repair), defense, energy turbines, large structural parts.
f) Binder Jetting
How it works:
A thin layer of powder (sand, metal, ceramic) is spread.
An inkjet printhead sprays a liquid binder where the part should be.
After printing, the fragile “green part” is removed and then sintered (and sometimes infiltrated with another metal).
Binder jetting is scalable, it’s one of the few AM methods competing with traditional production for thousands of parts.
Materials:
Metals (steel, Inconel, copper, tungsten).
Sand (for molds/cores).
Ceramics.
Advantages:
Printing is fast.
No need for lasers or high-energy sources.
Excellent for large batches of medium-sized parts.
Limitations:
Parts are usually weaker before sintering.
Shrinkage and warping during sintering must be managed.
Surface finish and density can vary.
g) Material Jetting
How it works:
Works like a 2D inkjet printer but sprays photopolymer droplets, which are instantly cured with UV light.
Can jet multiple materials and colors simultaneously.
Material jetting is the closest to “2D printing in 3D”—amazing for looks, but limited for function.
Materials:
Photopolymers (rigid, flexible, transparent, color).
Advantages:
Extremely smooth surfaces and fine detail.
Full-color or multi-material in one print.
High precision and accuracy.
Limitations:
Expensive technique.
Materials produced are usually brittle.
Resins degrade in sunlight.
h) Sheet Lamination
How it works:
Thin sheets (paper, metal foil, plastic) are cut to shape and bonded together.
Cutting can be done via laser or blade, bonding via glue, heat, or ultrasonic welding.
It’s less “printing” and more “stacking & slicing.” Great for models, but rarely for end-use.
Materials:
Paper, aluminum, copper, titanium, polymers.
Advantages:
Very fast and low-cost.
Can produce full-color models (when using printed paper).
Ultrasonic welding allows metal laminates.
Limitations:
Mechanical strength limited.
Visible “stacked sheet” edges.
Post-processing required for metals.


A 3D printed air vent (Source: Ultimaker)
3) Influence of Process Parameters on 3D Printed Parts
The process parameters in 3D printing are very crucial because they directly influence the microstructure, surface quality, dimensional accuracy, and mechanical properties of the printed part. The impact varies depending on whether you are printing polymers, metals, or ceramics, but the general effects of key parameters are discussed below.
a) Layer Thickness
Lower thickness (fine layers):
- Smooth surface finish.
- Good dimensional accuracy.
- Mechanical isotropy (less anisotropy between layers).
- Slower building speed.
Higher thickness (coarse layers):
- Surface finish (visible stair-step effect).
- Low strength in Z-direction (layer bonding weaker).
- Faster printing speed.
b) Print Speed/Scan Speed
Faster speed:
- Weak inter-layer adhesion (less time for bonding).
- Risk of voids, porosity, incomplete melting.
- Low dimensional accuracy.
Slower speed:
- Good layer fusion and strength.
- Risk of overheating or warping (especially in polymers).
- More energy input, cost, and time.
c) Nozzle Temperature/Laser Power/Energy Input
(Depends on technology: FDM → nozzle temp, SLS/SLM → laser power, DED → energy source.)
Higher energy input:
- Good fusion between layers leading to stronger bonds.
- Risk of thermal degradation for polymers and excessive grain growth in metals.
- Risk of developing residual stresses, distortion, or cracking.
Lower energy input:
- Incomplete fusion leading to porosity and weak parts.
- Poor inter-layer adhesion.
d) Build Orientation
Along XY plane:
- Improved tensile strength and surface quality.
- Lower anisotropy.
Along Z-axis (vertical builds):
- Weaker inter-layer bonding strength (weaker in Z).
- Stair-step effect on surfaces.
e) Infill Density
Higher infill density:
- High strength, stiffness, weight.
Lower infill density:
- Lightweight parts.
- Decreased mechanical properties.
f) Bed Temperature (for Polymers)
Higher bed temp:
- Reduced phenomenon of warping and residual stress.
- Good inter-layer adhesion.
Too high:
- Part deformation, reduced dimensional accuracy.
g) Hatch Spacing
Tighter spacing:
- Reduced porosity.
- Increased energy density.
Wider spacing
- Faster printing.
- Risk of poor bonding, lack of fusion defects.
h) Cooling Rate
Polymers:
- Controlled cooling prevents warping and shrinkage.
Metals:
- Cooling rate controls microstructure (grain size and phase distribution).
- Too rapid cooling may lead to brittle martensite or residual stress.
- Too slow cooling may lead to coarse grains and reduced strength.
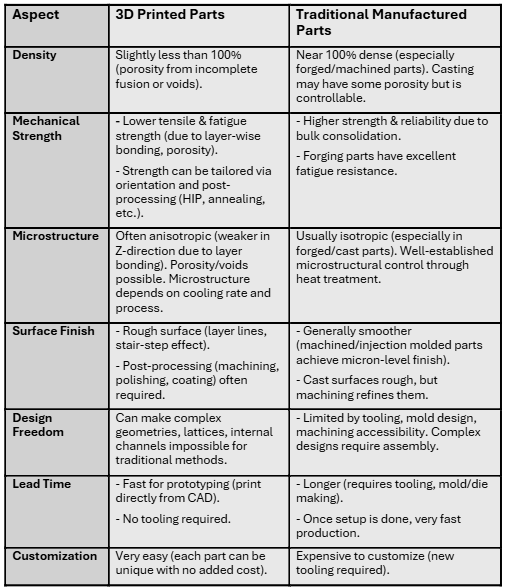
4) Comparison of 3D Printing with Other Traditional Manufacturing Methods
3D printing differs fundamentally from conventional methods because it builds parts layer by layer directly from digital models. This eliminates the need for molds or machining from a solid block, making it highly suitable for rapid prototyping and customized production. Its greatest strengths lie in design freedom, minimal material waste, and the ability to produce highly complex geometries such as lattices, internal channels, and lightweight structures that are otherwise impossible or too expensive with traditional methods. However, 3D printed parts often suffer from limitations in mechanical strength, surface finish, and scalability for mass production. Post-processing steps such as polishing, machining, or heat treatment are often necessary to achieve desired properties.
When compared to subtractive manufacturing methods like CNC machining, the contrast is clear. CNC machining excels in precision, dimensional accuracy, and surface finish, producing dense and isotropic parts with excellent mechanical properties. However, it involves significant material wastage in the form of chips and scrap, and is limited when producing highly complex internal geometries. While CNC is ideal for high-strength components and finishing operations, it becomes less economical when frequent design changes are required.
In contrast, casting techniques such as sand or die casting are well-suited for producing large and complex parts in bulk. Casting provides good strength and can be scaled easily for mass production, but the process involves long lead times due to mold preparation, which makes it inefficient for prototyping or small batch production. Additionally, cast parts usually require machining to achieve high precision or smooth surfaces.
Forming methods like forging, rolling, and extrusion are unbeatable in terms of mechanical strength because they refine the grain structure of metals and eliminate porosity. Forged parts are often the strongest available and are widely used in aerospace, automotive, and defense industries. However, forming processes are restricted to relatively simple and symmetric geometries, and tooling costs are extremely high, making them impractical for low-volume or highly customized production.
In essence, 3D printing excels where flexibility, complexity, and customization are prioritized, while conventional methods dominate in areas requiring strength, speed, and cost efficiency at large volumes. The future is likely to be hybrid: additive manufacturing used for producing complex or lightweight structures, combined with machining or forging for achieving precision, strength, and surface quality.

5) Specific Applications of 3D Printed Parts in Different Industries
a) Automotive
BMW – Uses 3D printing for customized roof brackets and lightweight fixtures.
Ford – Prototypes engine covers and brake parts with AM to speed up testing.
Bugatti – 3D-printed titanium brake caliper (world’s largest functional titanium part).
Local Motors – Created the Strati, the world’s first 3D-printed electric car body.
b) Aerospace and Defense
GE Aviation – 3D-printed fuel nozzle for LEAP jet engines.
Airbus A350 XWB – Uses more than thousands 3D-printed parts, including cabin brackets.
NASA – Prints tools and spare parts on the International Space Station.
Rocket Lab – 3D-printed Rutherford rocket engine for small satellite launches.
BAE Systems – 3D-printed parts for military fighter jets to reduce downtime.
c) Medical and Healthcare
Align Technology – Makes Invisalign clear dental aligners with AM, over 500,000 units per day.
Stryker – 3D-printed titanium orthopedic implants (hips, knees, spine cages).
Össur – Prosthetic legs tailored with 3D scanning and printing.
Cleveland Clinic – 3D-printed patient-specific surgical models for complex heart surgery.
d) Construction and Architecture
ICON (USA) – 3D-printed houses in Texas and Mexico for affordable housing.
Apis Cor (Russia) – Built a 400 square feet 3D-printed house in 24 hours.
Dubai Municipality – World’s largest 3D-printed building (2-story office, 6,900 sq. ft.).
Larsen & Toubro (India) – Constructed India’s first 3D-printed post office (Bengaluru, 2023).
NASA/ESA – Testing lunar regolith for 3D-printed habitats on the Moon.
e) Consumer Goods & Fashion
Adidas Futurecraft 4D – 3D-printed lattice midsoles for running shoes.
Nike Vaporfly – Uses AM for lightweight sole prototypes.
Hasbro – Custom 3D-printed toys based on kids’ faces.
Luxexcel – 3D-prints prescription eyeglass lenses.
Shapeways – Online marketplace for custom jewelry, décor, and accessories.
f) Energy and Electronics
Siemens – 3D-printed turbine blades for gas and steam power plants.
Sandia National Labs – Printed micro-lattices for next-gen batteries.
Optomec – Aerosol Jet 3D printing for circuit boards and antennas.
ExOne – Printing sand molds for casting wind turbine components.
Oak Ridge National Lab (USA) – Printed parts for nuclear reactors and renewable energy devices.
6) Latest Research Highlights
Volumetric Additive Manufacturing (VAM) continues to mature. Recent reviews and demonstrations show layer-less, support-free printing in seconds, with ongoing work to broaden materials and accessibility.
Metal binder jetting is scaling for production. Vendors announced new configurations and systems targeting quality and repeatability for 2025 deployments.
In-situ monitoring and closed-loop control are accelerating, with 2024–2025 reviews covering optical, acoustic, laser-scanning, and operando X-ray methods for LPBF/DED—and pathways to adaptive control.
4D printing (time-responsive parts) and polymer composite AM remain hot topics—covering fiber-reinforced systems, self-healing polymers, and hybrid polymer–metal/ceramic printing.
Standards & qualification: ISO/ASTM 52920:2023 defines requirements for industrial AM processes and production sites; additional standards for EHS, testing, and qualification are emerging.
Ultra-compact photonics-based printers hint at a future of portable, chip-scale printing for micro-features (early research stage).
7) Challenges and Limitations of 3D Printing
a) Material Challenges
Limited material options:
In comparison to traditional manufacturing methods such as casting, forging, and injection molding, the range of usable materials in 3D printing is still limited.
For polymers, most AM parts use PLA, ABS, PETG, nylon, or composites. Different high-performance polymers like PEEK, PEKK, and ULTEM are quite costly and difficult to 3D print.
For metals, some options include stainless steel, Ti-6Al-4V, Inconel, and Al alloys, but they are expensive and require specialized equipment.
Ceramics are still in early research phases.
Material anisotropy:
Unlike bulk materials, 3D-printed parts often have weaker mechanical properties in the z-direction (perpendicular to layer stacking), which ultimately leads to reduced mechanical strength, fatigue resistance, and fracture toughness.
Powder and resin issues:
Metal powders are expensive, require controlled atmospheres (argon, nitrogen), and pose safety hazards (explosive, toxic).
Photopolymer resins used in SLA/DLP can degrade under UV exposure and may produce parts that are brittle.
b) Technical and Process Limitations
Dimensional accuracy and surface finish:
Tolerances are not as precise as CNC machining.
Stair-stepping effect from layer-by-layer printing affects smoothness.
Surface roughness often requires post-processing (grinding, polishing).
Build speed and size constraints:
Printing large parts takes hours to days, unlike injection molding method where parts are printed in seconds.
Build volume is limited by the size of machine.
Defects and porosity:
Defects like voids, incomplete melting (in metal AM), or delamination between layers.
Thermal stresses cause warping, cracking, and residual stresses.
Parameter sensitivity:
Print quality depends heavily on process parameters (temperature, laser power, scan speed, layer thickness, orientation, infill density).
Small deviations can lead to failed parts.
c) Economic Challenges
High equipment cost:
Industrial metal AM machines cost $250,000 – $1 million.
Even high-end polymer printers are much costlier than injection molding machines.
High material cost:
Metal powder are more expensive than bulk raw materials.
Photopolymer resins costs up to $150–$500 per liter.
Scalability issues:
Cost per unit doesn’t reduce significantly with batch size (unlike injection molding, where tooling cost is distributed).
Suitable for prototyping and small batches, but not for true mass production.
d) Regulatory and Certification Barriers
Lack of standardized testing:
Parts must meet aerospace, automotive, or medical safety standards.
3D printing still lacks universal certification standards for mechanical strength, fatigue, and reliability.
Traceability issues:
Hard to control consistency between different printers, materials, and operators.
Quality assurance is complex due to microstructural variations.
e) Sustainability and Environmental Concerns
Energy consumption:
Metal AM processes (like SLM, EBM) are energy-intensive, with lasers/electron beams consuming significant power.
Not always more sustainable than machining.
Waste generation:
Support structures, failed prints, and excess powders generate waste.
Recycling powders is difficult due to contamination and degradation.
Toxicity and safety hazards:
Nanoparticles from powders can be harmful if inhaled.
SLA resins release toxic fumes, requiring ventilation.
3D printing has evolved from a prototyping tool into a production-ready technology reshaping industries. By mastering the interplay between process physics, material science, and design principles, researchers and industries can unlock its true potential. The future lies in multi-materials, volumetric approaches, AI integration, and sustainable feedstocks, making 3D printing not just a manufacturing tool, but a cornerstone of the next industrial revolution.
Further Reading:
Additive Manufacturing Technologies: 3D Printing, Rapid Prototyping, and Direct Digital Manufacturing (3rd ed.) – Gibson, Rosen & Stucker (2021), Springer.
“Metal Additive Manufacturing: A Review” – Frazier, W.E. (2014), Journal of Materials Engineering and Performance.
“The Status, Challenges, and Future of Additive Manufacturing in Engineering” – Gao, W. et al. (2015), Computer-Aided Design.
“Additive Manufacturing of Metals” – Herzog, D. et al. (2016), Acta Materialia.
“Additive Manufacturing (3D Printing): A Review of Materials, Methods, Applications and Challenges” – Ngo, T.D. et al. (2018), Composites Part B: Engineering.
ASTM F2792-12a (2012), ASTM International.
“Additive Manufacturing of Metallic Components – Process, Structure and Properties” – DebRoy, T. et al. (2018), Progress in Materials Science.
“Laser Additive Manufacturing of Metallic Components: Materials, Processes and Mechanisms” – Gu, D. et al. (2019), International Materials Reviews.